Schneiden mit hydraulischen Tafelscheren
Als Antwort auf die sich entwickelnden Bedürfnisse des Marktes hat AMADA PROMECAM die Baureihe der hydraulischen Tafelscheren GP konstruiert. Auf der Basis der Grundkonzeption werden verschiedene Ausführungen angeboten, die den unterschiedlichen Anforderungen der Anwender an Preis und Leistung Rechnung tragen.
| GPX | CNC-Steuerung, speichert Schnittlängen & stellt automatisch denSchnittwinkel und Schnittspalt ein |
| GPN | NC gesteuerten Hinteranschlag |
| GPS | halbautomatischen Hinteranschlag |
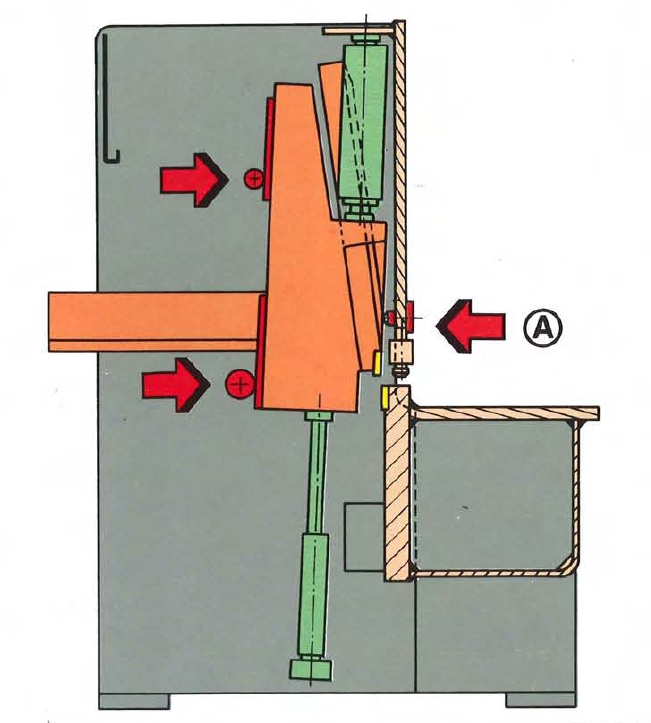
Voraussetzung für einwandfreie, rechtwinklige Schnitte isl eine exakte Führung des oberen Messerbalkens. Diese ist durch zwei Gruppen von Rollenlagern gewährleistet.
Die Hauptlager befinden sich exakt auf der Schnittebene. Sie setzen den auftretenden Schnittkräften ein Maximum an Kraft
entgegen.
Die oberen Rollenlager sind in großem Abstand zu den Hauptrollenlagern angeordnet. Sie dienen zur Aufnahme der Ausweichkräfte.
Die vorderen Führungsrollen (A) halten die Rollenlager zudem ständig unter Vorspannung, so daß diese immer in Kontakt mil ihren Auflageflächen bleiben. Dadurch isl eine genoue Führung des oberen Messebalkens sichergestellt.

Schneiden nach Anriss
Mit Hilfe der Visiereinrichtung und der Schnittlinienbeleuchtung kann der Bediener, von der Maschinenvorderseite aus, die Anrißlinie genau
auf die Schninkante des Obermessers ausrichten. Dabei braucht er den Schnittspalt nicht zu berücksichtigen.
 |
Einfacher Messerwechsel
Der Seitenständer isl so vorgesehen, daß bei Bedarf die Messer seitlich herausgezogen werden können.
 |
Tischneveau
Der Arbeitstisch der hydraulischen Tafelschere liegt unterhalb des Niveaus der Auflagearme. Dazwischen kann der Bediener das Blech festhalten. Die Arbeitshöhe von 855 mm verbessert die Arbeitsbedingungen des Bedieners.
Schwenkbares Steuerpult
Am beweglich aufgehängtem Steuerpult sind alle notwendigen Funklionstasten der hydraulischen Tafelschere zusammengefaßt. So ist das Steuergerät gut zu bedienen, auch wenn eine große Blechtafel in die Tafelschere eingelegt wird. Die Frontplatte mil den einzelnen Anzeigebereichen ist sehr Übersichtlich.

Schnitte ohne Auffederung oder Durchbiegung
Schnittwinkel- und Schnittspalteinstellung richten sich nach:
- der Blechqualität und
- der Blechdicke
Bei der GPX Tafelschere erfolgt die Einstellung automatisch nach Eingabe der beiden Werte über zwei Drucktasten. Dies garantiert die einwandfreie Schnittqualität.
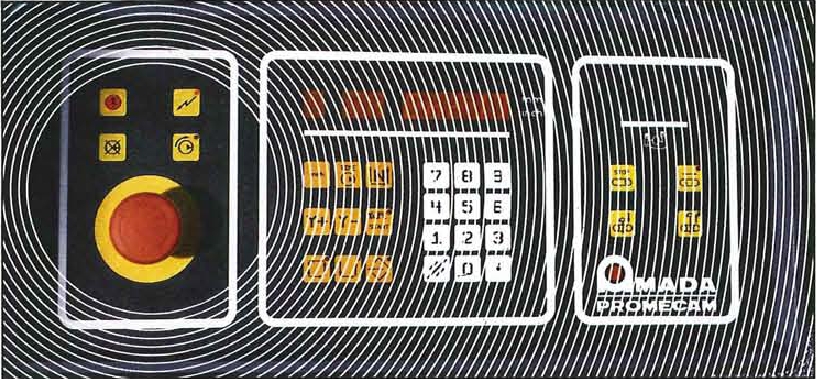 |
Der Bereich 'Inbetriebsetzung'
Start/Stop; Not·Aus; Kontrolleuchte
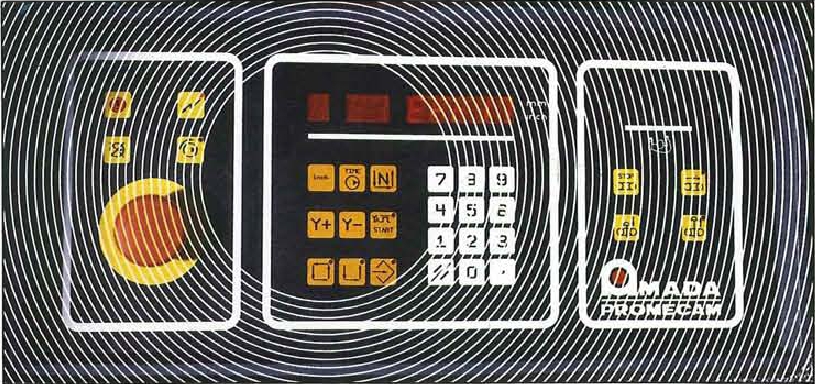 |
Der Bereich 'Funktion'
Hinteranschlagsteuerung; Selektion Automatik oder Halbautomatik; Einstellungen.
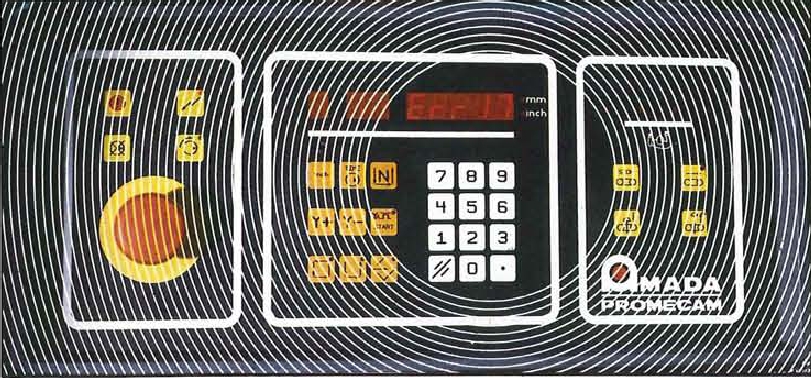 |
Der Bereich 'Anzeigen'
Hinteranschlagposition; Schnittlänge; Schnittzahl.
Präzision des CNC-Hinteranschlags
Der hochpräzise CNC-gesteuerte Hinteranschlag der GPX ist mit Servomotor, Geschwindigkeitsverstellgerät und Kugelumlaufspindeln ausgerüstet. Die Verstellgeschwindigkeit des Hinteranschlags beträgt 100 mm/s, die
Einstellgenauigkeil 0,1 mm und die Wiederholgenauigkeit 0,05 mm.
Feinbleche mit Anschlagtiefe übder 1 mm können problemlos geschnitten werden. In diesem Fall klappt die Hinteranschlagschiene automatisch hoch.
 |
Hinteranschlagschiene
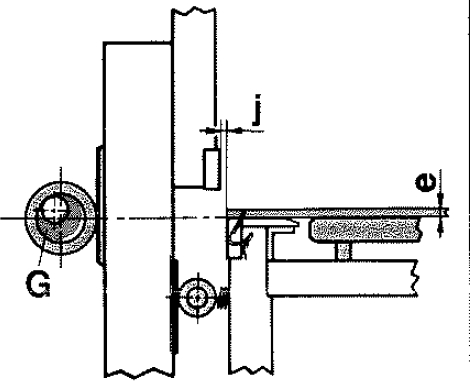
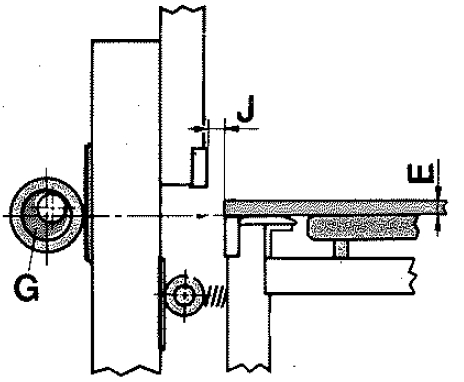
Das Maß des Hinteranschlags wird automatisch korrigiert entsprechend der Veränderung des Schnittspalts. Während des Schnitts wird die Schiene
automatisch abgesenkt, urn Verwindungen, die sonst die Genauigkeit des Schnittgutes beeinträchtigen würden, auszuschalten.
GPS Schere
Diese Maschine entspricht der GPN, unterscheidet sich jedoch in der Steuerung des Hinteranschlags
Diese Maschinen sind speziell for folgende Aufgaben geeignet:
- Massenproduktion (Dafür ist die Sondermöglichkeit der beschleunigten Geschwindigkeit bei der 630 vorgesehen
- Kleine und mittlere Werkstätten, die Wert auf niedrige Investitionskosten legen
- Wartungsbetriebe
Halbautomatischer Hinteranschlag
Die gewünschte Anschlagposition kann programmiert und gespeichert werden.
Bei Abruf fährt der Anschlag die gewählte Position mit einer Toleranz von 0,5 mm an.
Die Feineinstellungen erfolgt über die Starttaste. Jeder Impuls = -0,1 mm. Verfahrweg 1000 mm / Verfahrgeschwindidghkeit 30 mm/ sek